
A subfield of artificial intelligence (AI), machine vision is advancing quickly and has the capacity to revolutionise many industries worldwide. Since it heavily relies on visual processing, it is no wonder that integrating high-precision optical components is crucial to its operation. In this blog, Knight Optical, a major supplier of metrology-tested optical components, delves into the rise of machine vision and other automation systems in various sectors.
The concept behind machine vision, like most technologies, has existed for several decades. Some early examples of machine vision systems date back to the 1930s when electronic sorting machines with filters were used for sorting produce1, resulting in later use in the 1960s and 1970s, when computers were first being used to analyse and interpret digital images.
 However, even before this period, ancient civilisations, such as the Egyptians’ optical lens systems dating back to 700BC1, had made significant innovations corresponding to the technological advancements of their time, paving the way for modern innovations. Optical advancements have made remarkable progress centuries after the Egyptians began polishing crystals to create lenses that imitate the effects of water, with machine vision being one example.
However, even before this period, ancient civilisations, such as the Egyptians’ optical lens systems dating back to 700BC1, had made significant innovations corresponding to the technological advancements of their time, paving the way for modern innovations. Optical advancements have made remarkable progress centuries after the Egyptians began polishing crystals to create lenses that imitate the effects of water, with machine vision being one example.
Today, you’ll find machine vision being used throughout the world to primarily automate tasks that involve visual inspection or interpretation. Compared to human operatives, machine vision enables the analysis and interpretation of visual data from the environment in a way that is faster, more accurate, and more consistent than our vision alone.
This versatile and powerful technology has the potential to transform many industries and applications, and is commonly employed for the following applications:
Quality Control:
Here, machine vision systems are typically used to inspect products or components for defects, ensuring that they meet the required standards.
Object Recognition and Tracking:
In this field, machine vision can be used to identify and track objects, such as in surveillance or robotics.
 Medical Imaging:
Medical Imaging:
In the medical sector, machine vision can be used in medical imaging to analyse X-rays, MRIs, and other images for diagnosis and, ultimately, treatment.
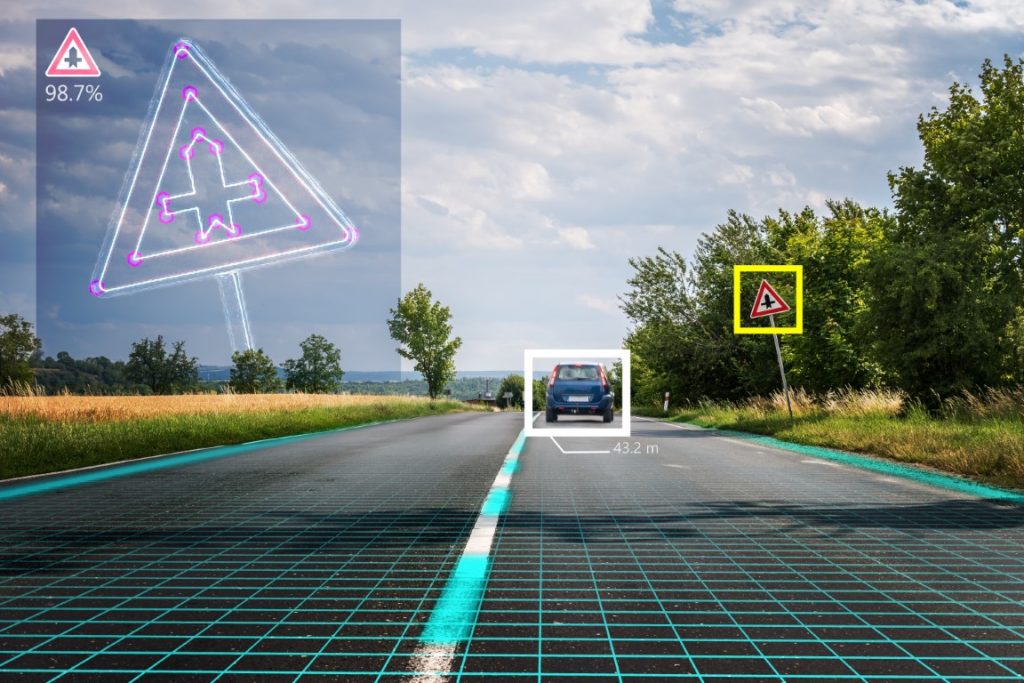
Self-Driving Cars:
Machine vision is also used in autonomous vehicles to recognise and interpret the environment, enabling the vehicle to navigate safely and make decisions based on the visual data available.
Augmented Reality (AR):
In AR, machine vision can overlay digital information onto real-world objects, creating immersive experiences for users.
What Industries Are Using Machine Vision?
Several sectors benefit from the advantages of machine vision technology, such as manufacturing, automotive, security, and retail. In industries that require high-speed processing and packaging, such as food and commodity, waste processing, and agriculture, autonomous machine vision can significantly enhance productivity. It can quickly and accurately identify and categorise objects, perform inspections, and analyse items for defects, resulting in a more efficient production line.
How Could Machine Vision Be Used in the Future?
Machine vision is a rapidly expanding division of AI, and as its sophistication and advancement grow, so does its potential for other applications. For instance, in the retail sector, it could be utilised to analyse customer behaviour – recognising buying habits and patterns and improving personalised customer experiences. Similarly, in security and surveillance, where machine vision is already used for tasks like facial recognition and tracking, it could become a more extensively applied technology, monitoring the public realm, and autonomously identifying potential threats with precision.
What Optical Components Are Used Within Machine Vision Systems?
For a technology that relies so much on visualisation, the precision and quality of the components that enable the system to see essentially are, of course, of the utmost importance.

Ensuring each machine vision system obtains the appropriate optics, with the correct transmission and endurance, is critical to its final performance. However, there are other aspects to bear in mind when selecting optical components for high-performing machine vision systems; for instance, factors such as quality and the environmental conditions of the end system are vital things to consider. For example, if your system is intended to work in environments that are prone to reflection or even oil splashes or condensation, further protection in the form of an optical coating will help to optimise the visualisation.
Dependent on the end application, there are a wide range of optical components used within machine vision systems.
These include:
 Lenses
Lenses
A variety of Lenses are used to focus and magnify images onto a camera sensor. Different types of lenses, such as Fisheye Lenses and Wide-Angle Lenses; for example, are commonly used – depending on the application.
Filters
Filters are used to remove unwanted light or colour from an image. Typical examples of machine vision systems include Polarising Filters, Neutral Density (ND) Filters, and Colour Filters.
 Mirrors
Mirrors
Mirrors are regularly used to reflect light and redirect it towards the camera sensor. They can be used to create more compact optical setups or to change the viewing angle.
Prisms
Prisms are used to split or combine light. Within machine vision, they can be used to separate different wavelengths of light.
 Beamsplitters
Beamsplitters
Beamsplitters are used to split a beam of light into two or more parts. For machine vision systems, they can be used to create multiple images of the same scene or combine images from different cameras.
Maximise Your Machine Vision System’s Performance with Knight Optical’s Components
As machine vision continues to transform various industries, it is essential for manufacturers to have access to high-quality and reliable optical components. Knight Optical, with its extensive experience in supplying precision optics, is well equipped to provide components for machine vision systems, whether they are in the prototype phase or in mass production.
With metrology-tested and custom-made optics provided to customers’ exact requirements, Knight Optical is committed to helping the next generation of machine vision systems reach their full potential. Whether you need Lenses, Filters, Mirrors, Prisms or Beamsplitters, Knight Optical’s team of experts is ready to assist you in achieving your vision.
 Why Choose Knight Optical for your Application?
Why Choose Knight Optical for your Application?
Discerning customers rely on Knight Optical not only for the premium quality of our output and in-house state-of-the-art Metrology Laboratory and QA Department’s capabilities but because – as well as a range of Stock Optics (available for next-day dispatch) – we also offer our optics as Custom-Made Components.
With over three decades’ experience under our belt and a host of long-standing world-renowned customers on our books, we are proud to have worked on some of the most ground-breaking innovations.
If you are looking for premium-quality, bespoke optical components, please do not hesitate to get in touch with a member of the Technical Sales Team here.
Europe, UK, Asia & RoW:
+44 (0)1622 859444
USA & Canada:
+1 401-583-7846
FOOTNOTES
1https://www.vision-systems.com/knowledge-zone/article/14069209/the-history-of-machine-vision